- Цена: $94.99
Последние пару лет я был абсолютно не в теме трендов и прочего всего-этого, «модного». Но как-то подумал и решил расширить свой кругозор не самой простой штукой, которая уже многими применяется в повседневности. Это не отменяет того факта, что 3D принтер вещь не из простых, доступна не каждому, и проблем, которые могут встретиться на пути его освоения, особенного бюджетного, как в обзоре, может быть десяток, а то и два. Всё это, подробности освоения и разнообразные «открытия», с инструкциями и советами, которые уже успели помочь в практике, всё это — будет дальше, в обзоре. Повторюсь, что я не профессионал, но была и тяга к изучению, и желание делать качественные фигурки/модели на принтере. Потому с каждой встречаемой проблемой я изучал функционал и пути решения. Если кому-то интересно почитать про изучение 3D принтера новичком, а так же развеять сомнения в том, что и на принтере за $100 можно печатать неплохие изделия — добро пожаловать. Естественно, внутри будет много фото, скриншотов, и не обойдется без примеров готовых моделек, а так же их допил и даже покраска.
Easythreed X1 Mini на сегодняшний день и правда самый дешевый 3D принтер. Иногда на него цена падает до акционных 90 долларов, что лафа, по-сравнению с моделями за 200+ долларов, которые считаются приемлимым уровнем.
А теперь про структуру обзора, которая больше поможет даже мне, а не вам 🙂
Если кто-то знает, как делать экспресс-ссылки на подпункты — буду рад совету.
1. Коробка и комплектация.
— о том, как китайцы уместили то, что ещё раз уместить вряд ли получится.
2. Сборка принтера и его ключевые части корпуса.
— не сильно много полезного, но есть на что посмотреть.
3. Включение и ознакомление с китайским софтом.
— флешка китайцев и её содержимое.
4. Настройка Cura, первые проблемы и первая печать.
— программа (Слайсер) Cura.
5. Примеры работ, их допил и очередные проблемы.
— много фотографий и фигурок.
6. Мир после печати. Что делать?
— цели печати, использование фигурок, их покраска.
7. Выводы.
— насколько целесообразен самый дешевый 3D принтер?
Разделил обзор на не так и много пунктов, но некоторые из них очень объемные. Только на начало написания обзора у меня было в заготовках более 30 полезных скриншотов, не говоря за фото и видео, которым суждено стать гифками и наглядными примерами.
Начнем!
Пока вы не в теме особенностей принтеров, то характеристики вам скажут не так и много. Но, конечно же, уже знающий по ним сможет определить примерный потенциал.
СодержаниеХарактеристики принтера:
— Brand: Easythreed
— Model Name: X1
— Print Technology: FDM
— Color: Orange
— Automatic bed leveling: NO
— Building Size: 100X100X100mm
— Number of Nozzle: 1
— Nozzle Diameter: 0.4mm
— Layer Thickness: 0.05-0.3mm
— Printing Filament: PLA
— Diameter of Filament: 1.75mm
— Printing Accuracy: 0.1-0.2mm
— Hotbed: NO
— Slicer Software: Easyware, CURA, Simplify3D
— Extruder Temperature: 180-230℃
— Print Speed: 10-40mm/s
— FilaFormat:
> Input .Stl/obj,
> output .gcode
— Power: 12V,30W
— Machine Size: 205*210*245mm
— Machine GROSS weight: 2.0KG
— Machine NET weight: 1.3KG
— Building Platform: Removable
— Support OS: WindowsXP/7/8/10(32bit/64bit) amd MacOS
— Print Connectivity: TFCard, USB Cable
***
1. Коробка и комплектация.
Принтер приходит в обычной картонной коробке, которая сразу дает понять, что перед вами самый удешевленный вариант изделия. Вообще, коробка, на деле, оказалась хорошей и удобной — у неё есть ручка, внутри много пенопласта, всё утрамбовано, и вряд ли повредится во время перевозки, даже несмотря на отсутствие какой-либо упаковки от Banggood.
На коробе мало полезной информации, поэтому обойдемся без лишних кадров.
Внутри, как и было упомянуто, всё лежит в формах из пенопласта. Возможно, кто-то задастся вопросом к чему была сказана аннотация к пункту «как китайцы уместили то, что ещё раз уместить вряд ли получится», так вот — мне пришлось перевезти принтер на новое рабочее место и я решил его разобрать и сложить обратно. Но, найти правильное положение всех трёх пластин у меня не удалось даже спустя 10 минут (даже двух — одна на дне как лежала, так и осталась лежать). Нервы у меня уже не те, так что я оставил эту затею.
Не будем о грустном, давайте о комплектации. К принтеру идет набор всего необходимого для того, чтобы сразу начать работу.
Среди этого:
— сам принтер (разумеется)
— набор для сборки держателя катушки
— отвертка
— набор из двух винтов с гайками для закрепления конструкции
— кардридер с MicroSD на 512мб
— блок питания
— провод USB на USB-A (как на обычных принтерах)
— пробная лента PLA пластика на 10 метров 1.75мм
— инструкция
На одном фото:
Теперь расскажу о вещах, которые стоят дополнительного упоминания. Ну, и покажу всё остальное детальнее.
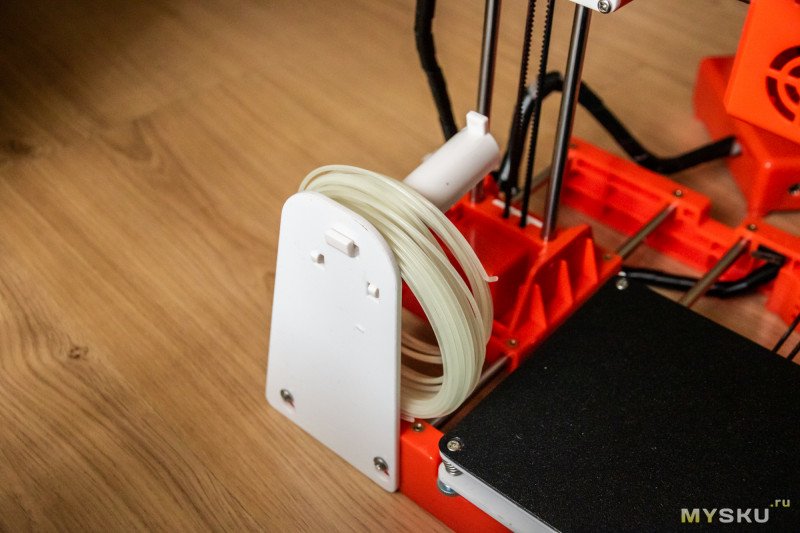
Во-первых, набор для сборки держателя катушки очень прост и состоит из двух частей. Цепляется он сбоку принтера, в специально отведенное место и вряд ли найдет там у вас место. Я думаю, не приживется. Хотя бы потому, что даже комплектный пластик закрепить на этой импровизированной катушке не получится, не говоря уже за нормальную бабину на 300 метров, которая сюда не по размерам.

Во-вторых, в комплекте идет кардридер со вставленной карточкой на 512мб. На ней есть тестовая модель, инструкции и необходимый софт. Детальнее про это будет в дальнейших пунктах, а пока я скажу, что лишней эта флешка не была.
Провод очень кошерный, но при этом и очень короткий. Около 30-40см, чего крайне мало, если использовать принтер в связке с ноутбуком или компьютером.
«Набор для сборки»:
Блок питания:
И слегка смешные 10 метров пластика, причем в моей коробке был люминесцентный PLA. В описании к принтеру сказано, что цвет рандомный, но я уже в паре обзоров видел такой же белый люминесцентный.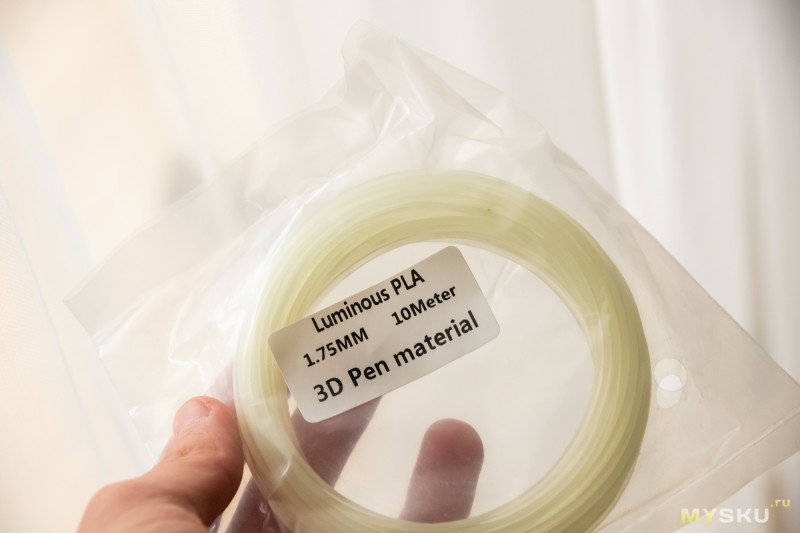
В общем, даже спустя время у меня нет особых претензий к такой комплектации. Не видел, что там у дорогих аналогов, но лично для меня тут не хватает лишь нормальной катушки.
***
2. Сборка принтера и его ключевые части корпуса.
Сборка тут — самая простая деятельность касательно принтера. Easythreed X1 Mini условно состоит из трёх частей — нижней, с платформой, от которой идет кабель пульту распределения и кабель к верхней части. Верхняя часть (вертикальная) съёмная, и кабель к ней подключается через маленький шлейф. Итого сборка без катушки выглядит следующим образом: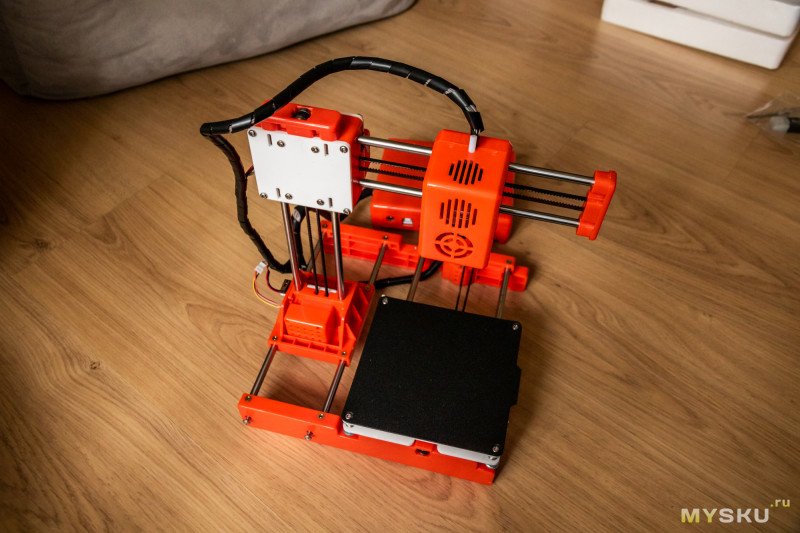
С катушкой и пластиком: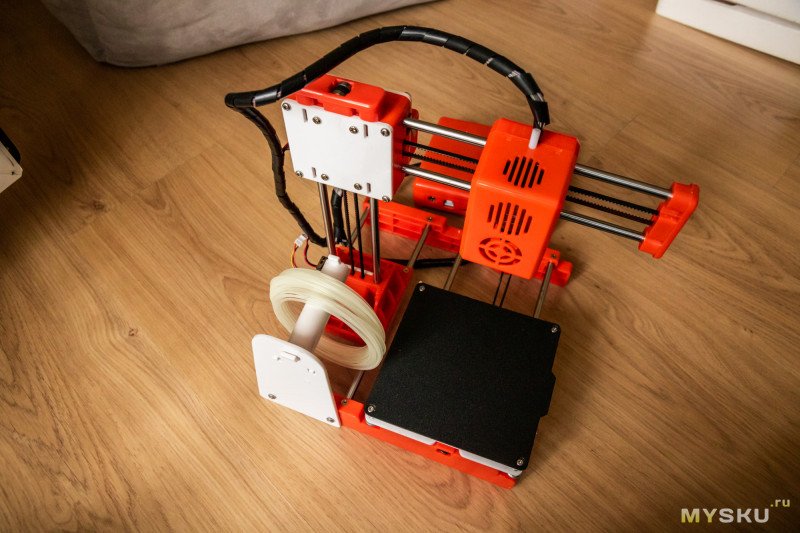
И на столе, а не на полу:
Если детальнее, то шлейф идет прямо из кабеля: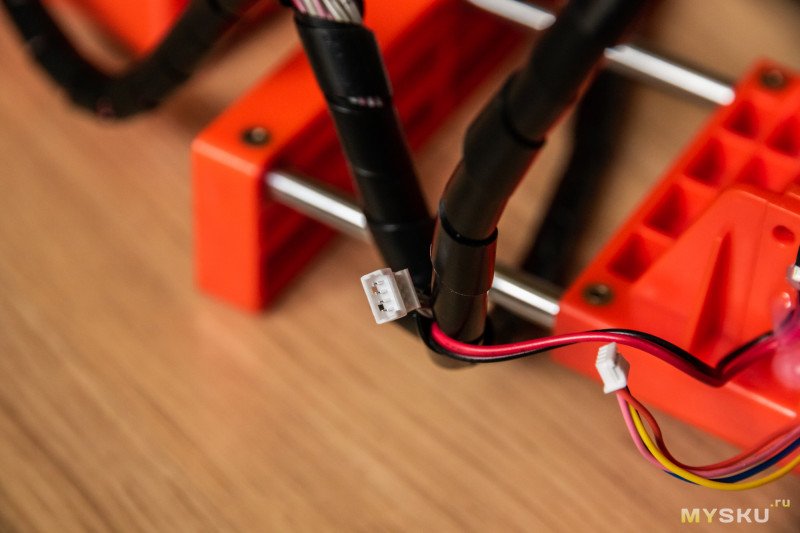
Вторая часть шлейфа идет от верхней части, которая становится в паз, в котором есть отверстие для, собственно, шлейфа: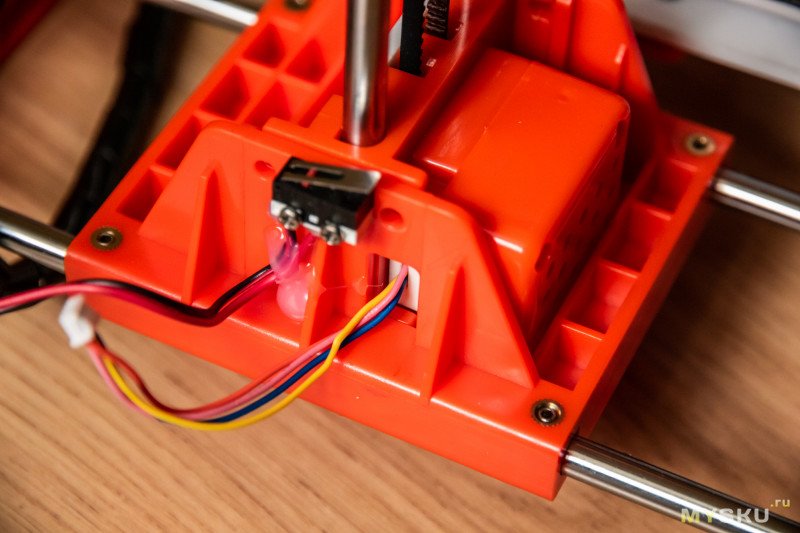
Ну, и в финале это выглядит так:
Что касается пазов для верхней части принтера, то они выполнены качественно, ровно под размер вставляемой части.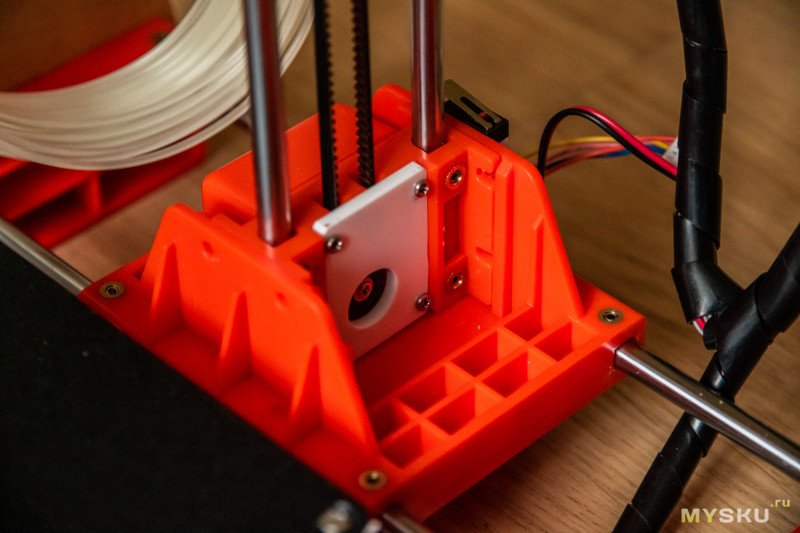
Но для закрепления конструкции тут предусмотрено два длинных болта и гайки. Цепляется очень крепко.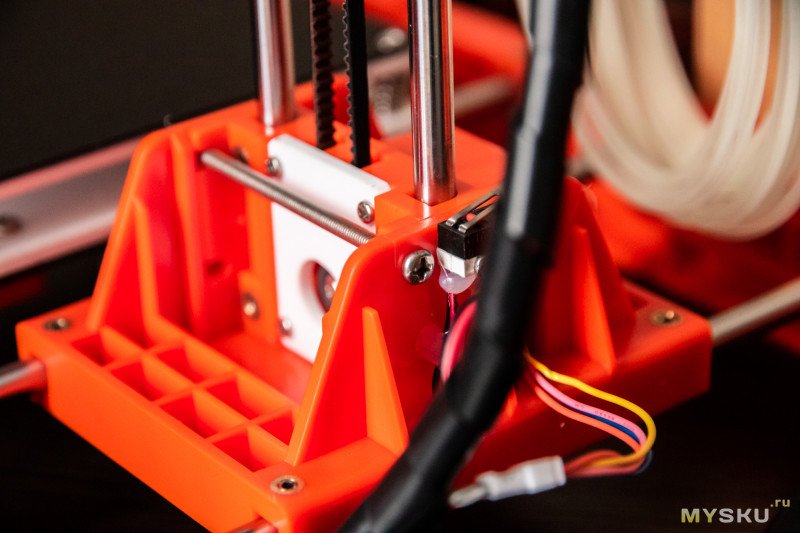
Перейдем к платформе. На ней лежит черный лист специально для лучшего прилипания (адгезии) пластика. Я его в первый же день слегка прожег за неосторожностью 🙂
Платформа имеет размеры 10 на 10см и без подогрева. Это оба фактора, определяющие модель принтера в бюджетный сегмент, так как первое не позволяет печатать особо большие изделия (обычно она 20 на 20см и больше), а второе — работать с другими видами пластика, типа ABS, которым для лучшей адгезии необходим её (платформы) нагрев. К слову, и для PLA можно использовать нагрев стола (этой пластформы) но в меньших значениях, чем для ABS. Так или иначе, этого тут нет. Ровно как и автоматической подстройки, а стол, да, нужно настраивать по высоте.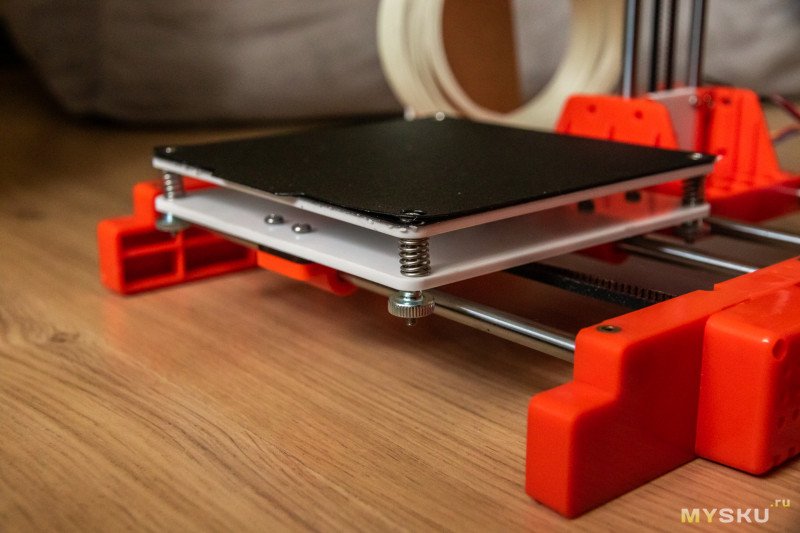
На этом с платформой всё. Забыл только упомянуть про её моторчик, который двигает платформу: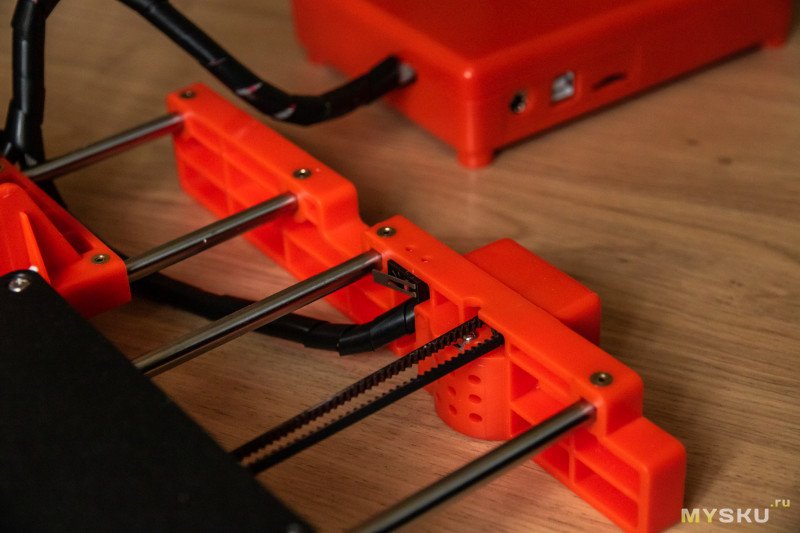
С обратной стороны: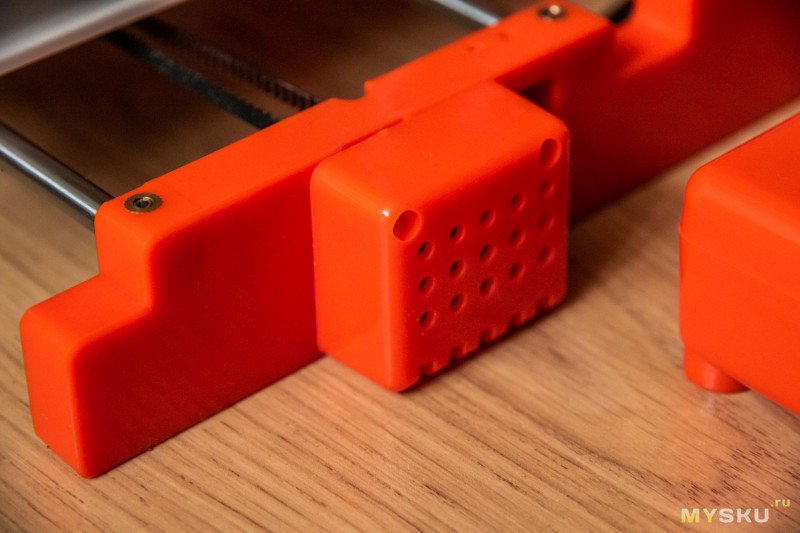
Относительно рядом находится место для той самой импровизированной катушки китайцев. Нормальная бабина на 300 метров туда не встает, имейте ввиду.
Вот тут, снизу, находится экструдер («жало», называйте как хотите). Сверху идет кабель и есть отверстие для подачи филамента (пластика) диаметром 1.75мм.
За время использования эта коробка не грелась, речь там за сам экструдер, и вот он верно, нагревается вплоть до 230 градусов цельсия. 
Распределяющий блок (извиняюсь за мат-часть, строение принтера я всё же изучил не до конца, в отличие от настроек — с ними провел не один вечер):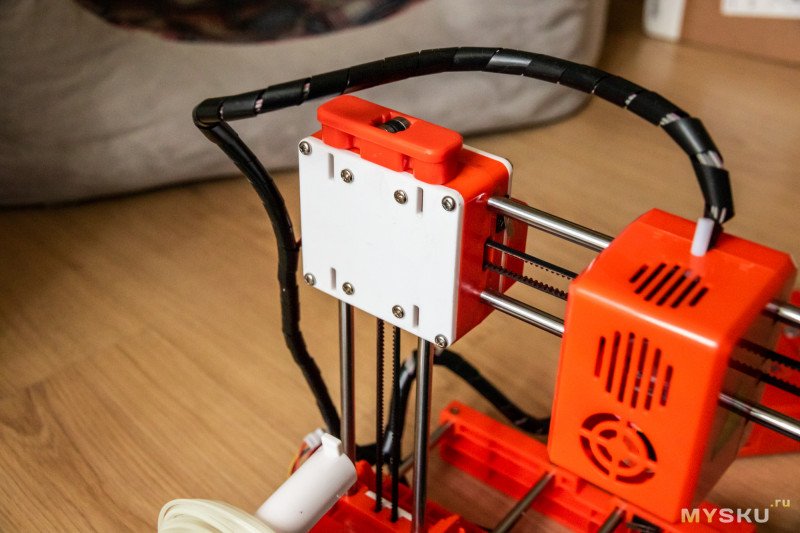
А вот последняя часть принтера, которая стоит внимания: распределяющий пульт. Ему очень сильно не хватает дисплея, но в том и заключается дешевизна этого принтера. На нем есть лишь 4 кнопки: кнопка домой, т.е. начального положения экструдера; кнопка плюс и минус, которые подают или вынимают ленту пластика; а так же кнопка старт, для, понятное дело, старта. Хотя, в данном исполнении она используется не только для этого, т.к. при длительном нажатии (от 3 секунд) экструдер поднимается от платформы на 1см. Это лично мне помогает тогда, когда принтер ничего не печатает, а экструдер по какой-то из причин прикасается вплотную к платформе. Именно так, по незнанию, я и прожег его слегка :). 
Помимо этого в этом корпусе есть разъём питания, USB для подключения к ПК и слот для MicroSD. Сюда бы обычный USB для флешки, было бы не плохо, но всё это не очень критично.
Помимо этого кнопки тут с подсветкой.
На этом с описанием корпуса принтера и его движущихся частей, вроде бы, всё. Принтер собран хорошо. У него яркий оранжевый цвет и других на выбор нет. Лично меня это не напрягает, но, уверен, найдутся те, кому такое решение придется не по душе. Что действительно важно, так это качество этого пластика, и оно нормальное. Конечно, не высший пилотаж, зато после изучения всей этой темы я могу с точностью сказать, что это ABS :). Качество сборки я бы назвал хорошим. Судя по просмотренным обзорам многие в принципе не ожидают за сто долларов получить правда работающий принтер.
***
3. Включение и ознакомление с китайским софтом.
Я в принципе начал обзор раньше, чем планировал, просто потому, что пока изучал все его функции и понимал что к чему, не хотелось, чтобы полезная информация терялась зазря. Потому от данной точки к финалу обзора понимание и качество моделей постепенно возрастает, и потому попрошу быть не сильно категоричными, если вы встретите где-то ошибку или несколько. Если же я их так и не признал к финалу и выводам, это дело другое. Буду рад советам!
Изначально я сразу замахнулся на какую-то крутую модельку из интернета. Всё ещё не слишком понимая сложность изделия, я всё же быстро поменял приоритеты и решил печатать записанную на карточку, пробную модель весьма топорного и неприглядного китайского кота (на удивление, который является первым результатом 3D модели по запросу «cat» на thingiverse.com, большим каталогом бесплатных моделей).
Но перед первой печатью было несколько часов изучения принципов и физических свойств моделек и возможностей программ. Я даже не понимал, как мне определить их конечный размер, не говоря уже за другие параметры.
И начать вообще стоит с самого начала: на MicroSD, которая идет в комплекте, есть драйвер для принтера, чтобы он определялся на вашем ПК. У меня Windows 10 и драйвер нашелся без помощи карточки, но имейте ввиду. 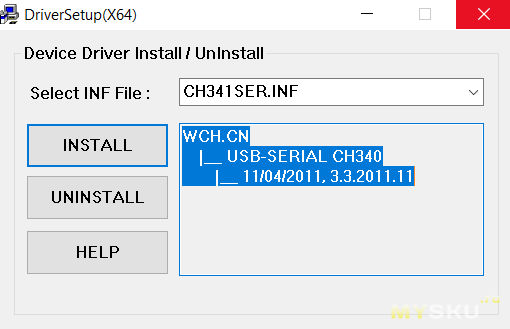
Вообще, вот весь список того, что на карточке:
Среди прочего, среди модельки «Calicat», есть несколько инструкций. Одна — по сборке и запуску принтера; вторая — про настройку платформы и первую пробу через MicroSD. Третья — про печать посредством кабеля. Информация о программах, т.е. об используемом слайсере есть только в инструкции про печать по кабелю, и только там можно найти скриншот с настройками в программе Cura, которые (только там) применяются для какой-то другой модельки. Их я в последствии и использовал, так как опираться было не на что.
Тот самый скриншот: 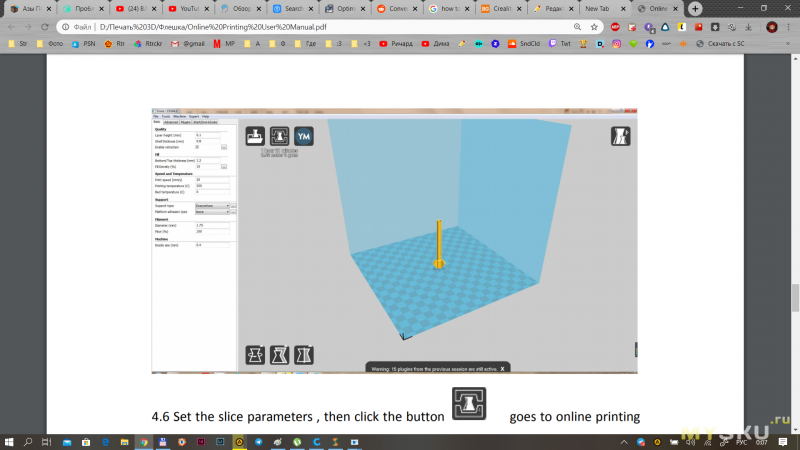 (как я выяснил позже, этот скриншот совсем с другого принтера, по крайне мере потому, что тут есть настройка температуры стола)
(как я выяснил позже, этот скриншот совсем с другого принтера, по крайне мере потому, что тут есть настройка температуры стола)
К слову, о столе, он же платформа, она же рабочая область. Перед первой печатью, что сказано во второй инструкции, платформу необходимо отрегулировать. Написано, что экструдер должен быть в таком положении от платформы, чтобы между ним и ею мог пролезть листочек (неплотный, обычный принтерный А4, допустим). Спустя пару довольно мучительных минут, так как два регулятора находятся относительно в труднодоступных местах, я все же настроил платформу для первой печати.
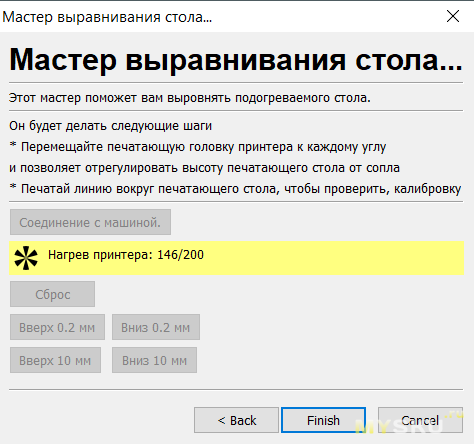
Лишь после я узнал о полуавтоматической настройке стола в программе Cura. Там такой же принцип работы, просто всё более автоматизировано. Находится настройка во вкладке «Подробно»>«Запустить мастер выравнивания стола».
Это очень важно! Потому что от того, как прикасается экструдер к столу, зависит в том числе и то, насколько хорошо будет прилипать пластик. Чуть дальше я покажу сопутствующие неудачи.
Так вот, трудно объять необъятное 🙂
Сейчас я затрону тему ПО китайцев под названием EasyWare и после буду уже подробнее о результатах. Китайское ПО на двух языках, на китайском и английском. Найти, где включить английский не составит труда, кнопка находится справа вверху. Основную часть программы после запуска занимает список принтеров компании. Именно тут я и узнал, что две трети принтеров (они расположены по дороговизне) принимают лишь PLA пластик, и лишь флагманские модели производителя едят и ABS в том числе.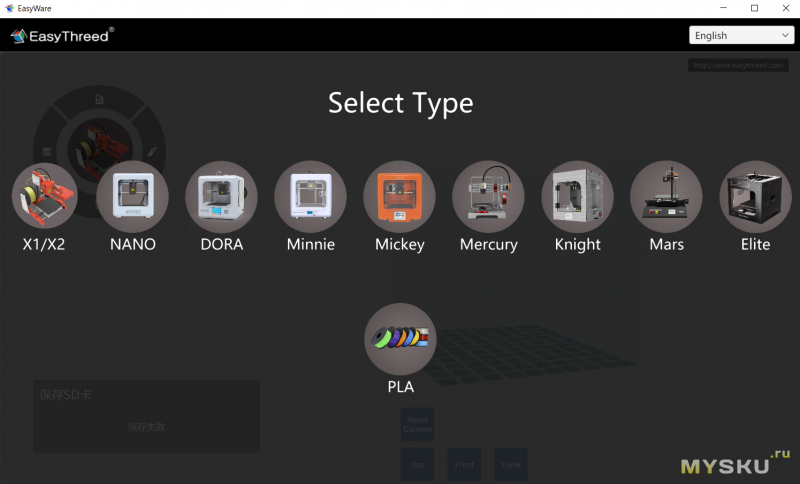
Внутри программы находится так сказать китайский аналог Cura, в котором я почти сразу не увидел смысла. Выглядит он так: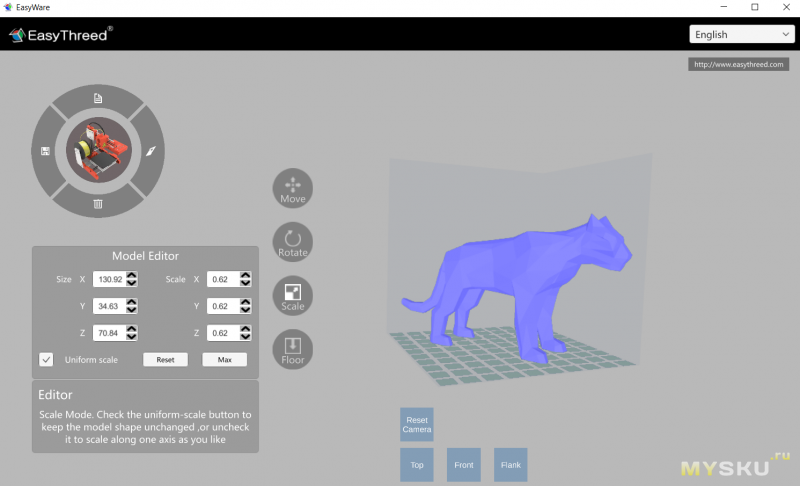
Программа позволяет менять масштаб, положение, а так же большинство параметров печати, как и в Cura, и специальный файл, .gcode (файл, предназначенный для передачи на флешку и запуска принтером) данная программа так же делает.
Изначально я по глупости перед печатью делал операции сразу через обе программы, заканчивая подготовку в Cura и нажимая кнопку печати по кабелю, но относительно быстро понял, что это взаимозаменяемые приложения. А так как руководств по Cura бесчисленное множество, китайский аналог канул в лету.
***
4. Настройка Cura, первые проблемы и первая печать.
Первым, что вам нужно сделать в Cura, это выбрать при запуске модель Prusa I3, так как данный принтер (как и вообще большое количество других) пользуются этим набором инструментов (может, выразился неверно, но не суть). После же — зайти в настройку вашего принтера и указать основные параметры: Easythreed X1 Mini имеет рабочую область размером в 100х100х100мм, «Nozzle» (отверстие экструдера) диаметром 0.4мм и толщину филамента (пластика) 1.75мм (это так же самый популярный диаметр, как и отверстие экструдера в 0.4мм относительно распространенное).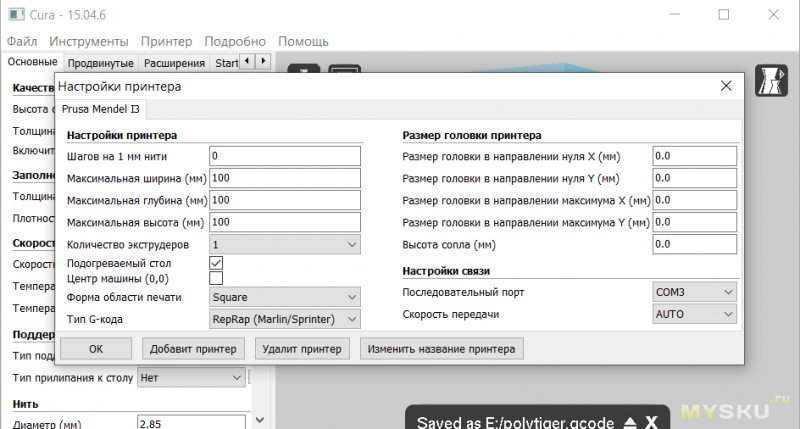
Теперь перейдем к рабочему окну программы с китайской моделью кошки. 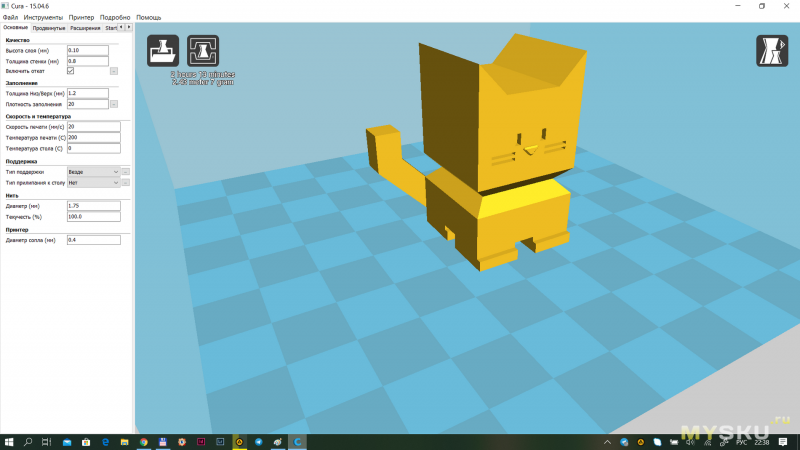
На этом экране существует большое множество возможностей, которые вы сможете изучать постепенно. Изначально первым, что бросается в глаза — то, что программа рассчитывает необходимое количество пластика, а так же примерно требуемое время для печати. Это одна из тех вещей, которую я не понимал в самом начале. Обращаю внимание на то, что эта информация в EasyWare отсутствует и это большой минус китайском софту. Так же слева находятся все основные настройки для печати, расширенные настройки, а в вверху, в подпункте «Подробно» можно найти и «подробные настройки принтера». И каждый параметр может изменить финальный результат настолько, что он будет неузнаваем. Думаю, теперь вам понятно, почему я решил использовать настройки для Calicat, которые указаны в китайской инструкции, просто по незнанию.
Загрузка филамента:
Положение экструдера:
Первая проба пера: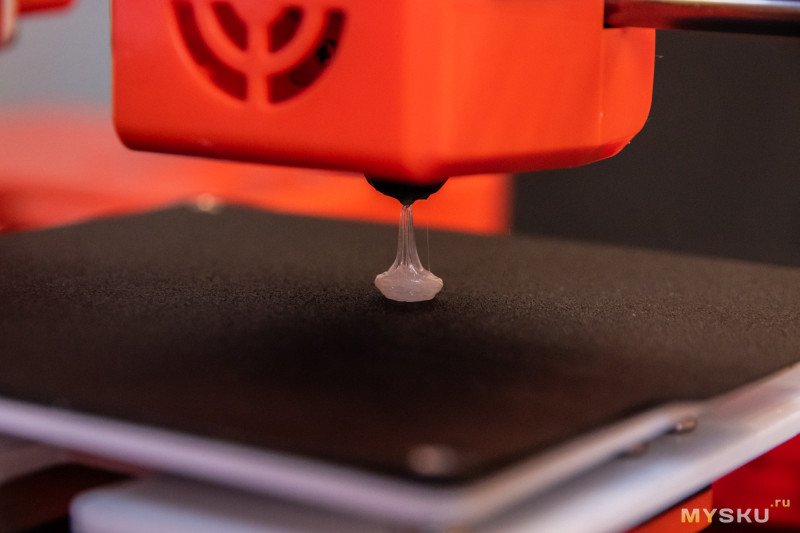
Процесс создания Calicat: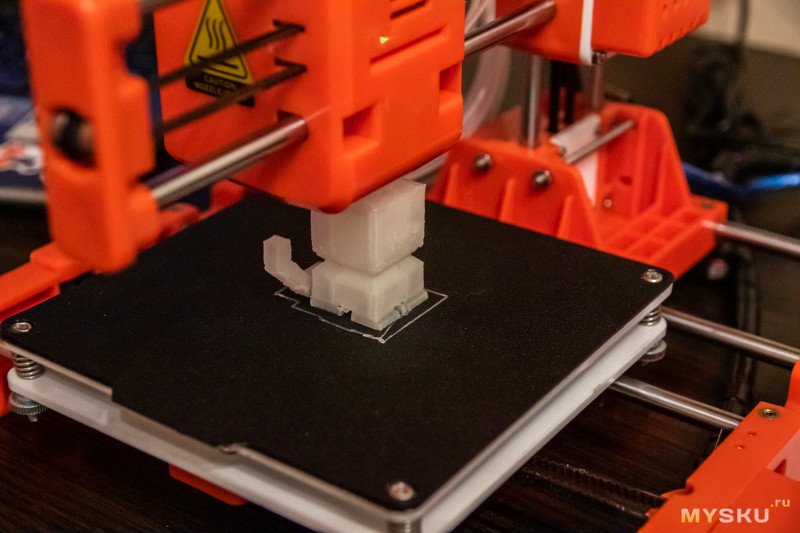
Начало на гифке:
Спустя время я понимаю, что данная модель имеет большой изъян — лишнюю перепонку между лапами. 
Середина процесса:
Заканчиваем:
А вот получившийся результат: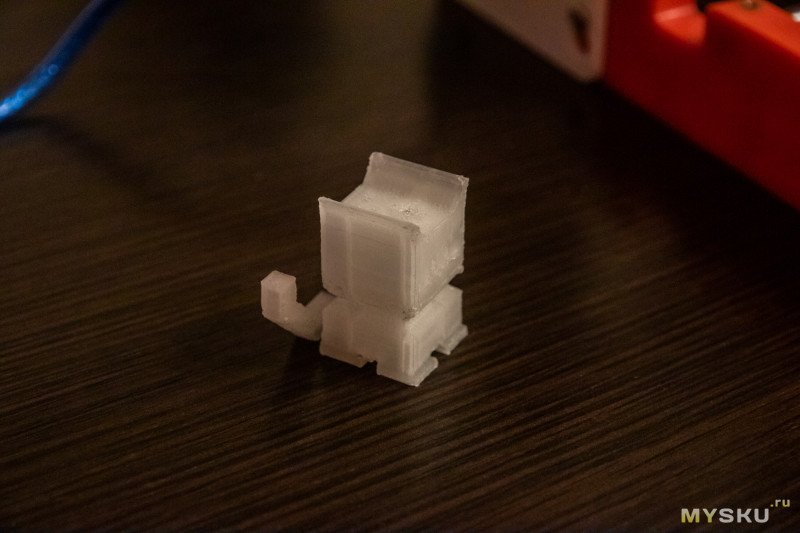
На фоне оригинала: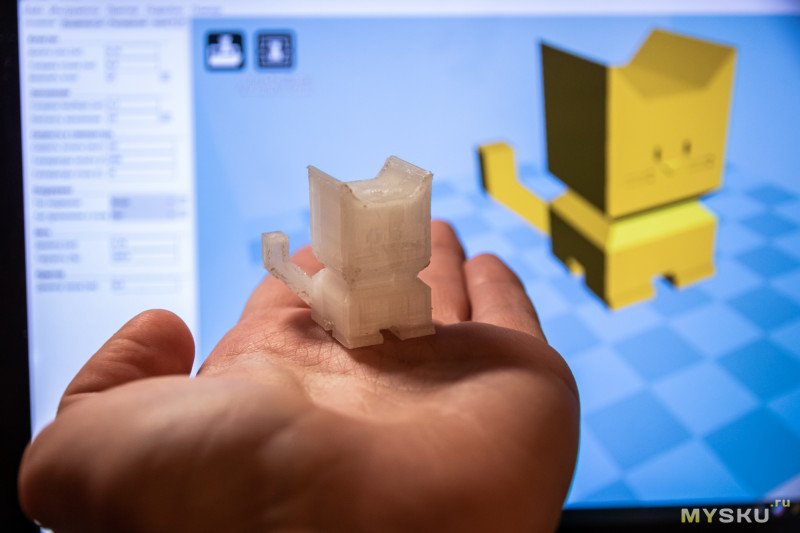
И, конечно же, наглядно. Думаю, на гифках даже небольшого размера можно оценить качество.
Спустя призму времени обращаю внимание:
— плотность заполнения для этой фигурки была указана слишком маленькая (=вышло слишком прозрачно).
— толщина верхнего и нижнего слоя слишком низкая (=в модели есть почти открытая дыра в голове).
— нет ретракта (= появление паутины и ворсинок, которые пришлось чистить напильниками).
— модели с мелкими углублениями выглядят не так хорошо, как в программе (не видно глаз и усов).
— указанное время печати абсолютно не соответствует действительности (было написано о 2 часах печати, а печатало почти 5 часов).
***
5. Примеры работ, их допил и очередные проблемы.
После этого я стал изучать настройки принтера, настройки программы и нашел полезный мануал по Cura. Он мне дал понять примерное представление о значениях настроек и о том, что они делают, что решают и что порождают.
На следующий день я нашел еще несколько интересных фигурок на thingiverse.com и принялся настраивать слайсер для печати небольшого пробного колечка с лисичкой.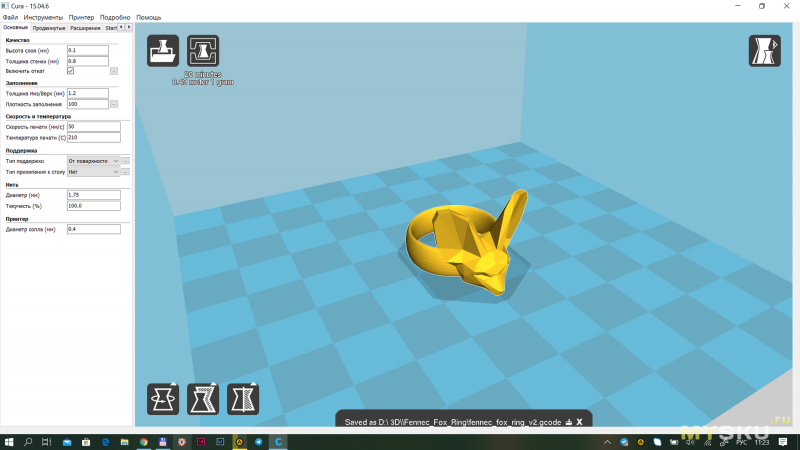
Скриншот я прикладываю для того, чтобы вы видели модель, настройки, время, количество затраченного материала и сравнили с получившимся результатом.
Процесс создания кольца:
С этой моделькой я понял, что Easythreed X1 Mini умеет: печатать с высотой слоя 0.1мм (и даже 0.05мм), что высота слоя сильно влияет на качество получившегося результата и влияет на время печати (это всё логично). А так же X1 Mini показал мне, что он очень хорошо умеет создавать ворсинки и паутины между двумя возвышающимися площадками. 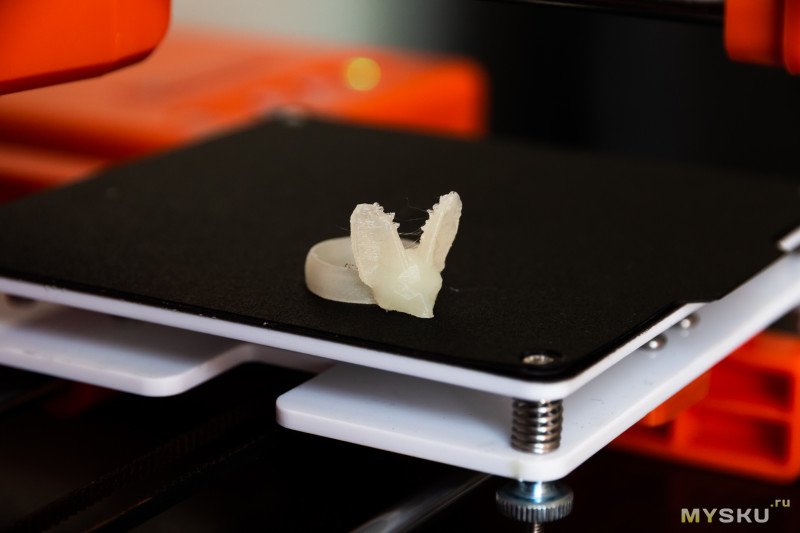
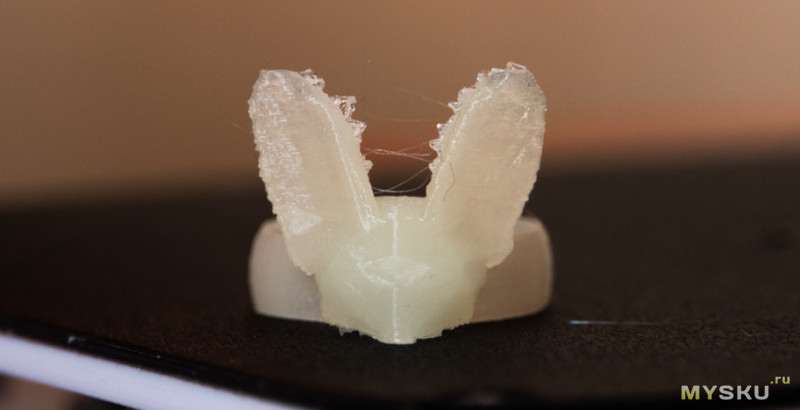
Колечко наглядно:
Это отправило меня на поиски решений и я наткнулся на крутой сайт с перечислением большого количества возможных проблем 3D принтеров, а так же иллюстрациями и способами их решений.
Там же: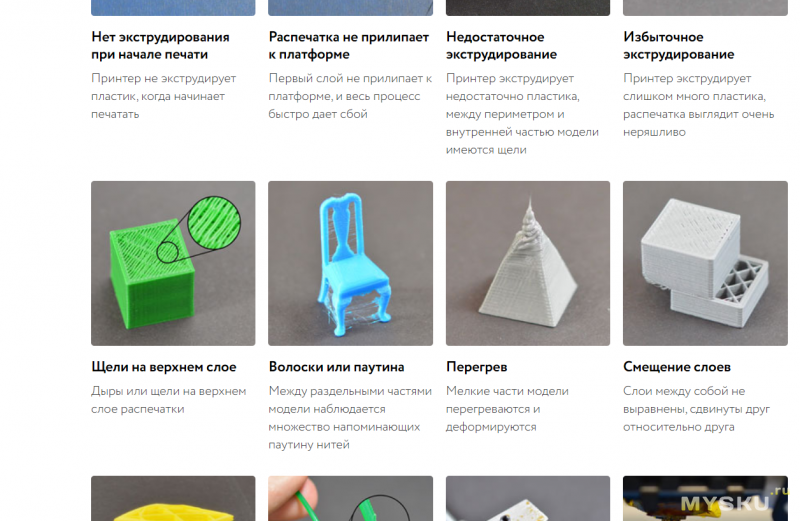
Прочитав, я понял, что решений у этого есть не так и мало, и не всё правда сможет помочь. Но мне повезло, и дело оказалось в таком феномене, как «ретракт» или же, на русском, «откат». Вкратце и непрофессиональным языком: когда принтер печатает (на примере) одно ухо, и переходит на другое, в его сопле остается пластик, который тянется на второе ухо создавая ту самую паутину или ворсинки. Обычно, такое в малых количествах не происходит и это становится проблемой при 3D печати. Что делает ретракт? Если его правильно настроить (пособий по его настройке в интернете очень много), то во время перемещения экструдера на заданное расстояние (к примеру, 3мм), он автоматически втянет нить филамента, пока не доедет до нужной точки печати, после чего нить вернется. Работает это как-то так, и правильная настройка данного параметра лишило меня этой проблемы практически полностью.
Но сделать это сразу, конечно же, было невозможно, да и фигурка уже была, потому я все так же подточил её напильниками:


После этого данное кольцо притерпело еще несколько изменений, но о них будет в следующем пункте 🙂
В тот же день было решено попробовать сделать что-то сложнее и, подобрав настройки (хотя они изменились не очень), я запустил в печать модельку дракона на пьедестале. На удивление, моделька оказалось очень качественной, что я понял спустя пару дней, после нескольких неудачных.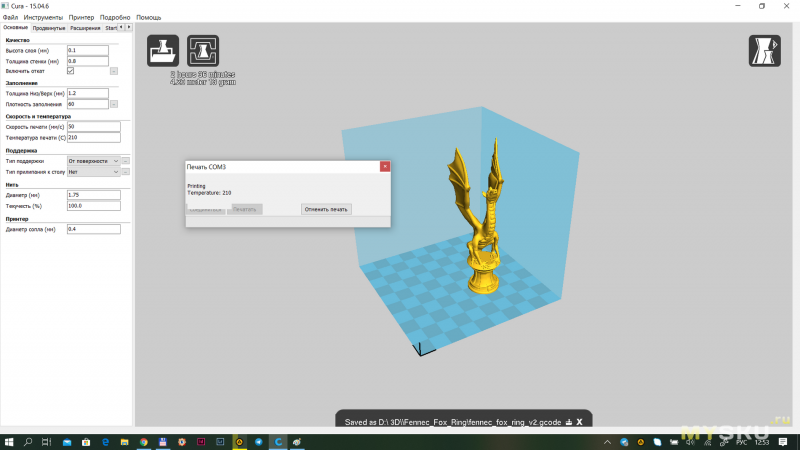
Было написано, что принтер будет работать под три часа и я решил, что это очень даже неплохо, но я в очередной раз ошибся и печать вмешалась в мои планы. Процесс создания этой модельки занял под 6 часов. Гифки: 
На тот момент нерешенная проблема появления паутины прямо господствовала над этим драконом:
Фото: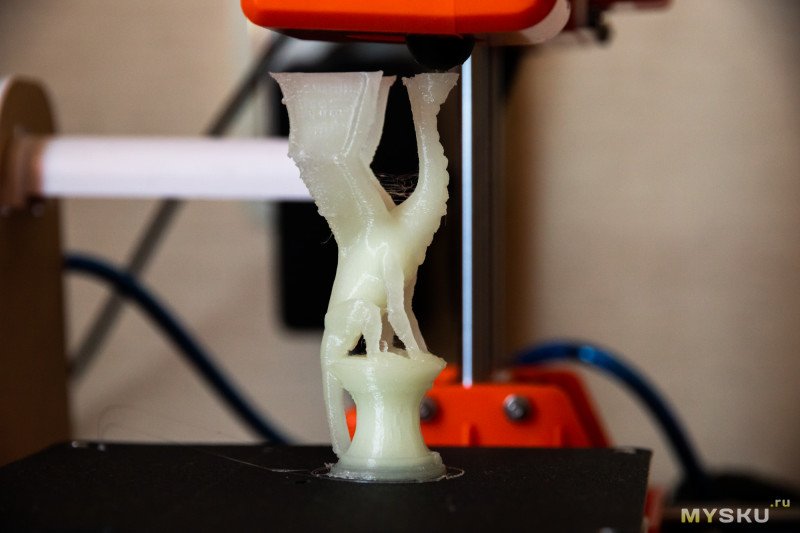
Забавно, но факт: в этой модели и правда нет поддержек. Под поддержками я подразумеваю дополнительные конструкции, которые строятся принтером под теми местами, которые нависают. В данном случае у принтера вполне хорошо получилась шея дракона, которая является относительно нависающей частью модели.
***
Дальше началась череда испытаний.
Во-первых, у меня закончился пробный PLA пластик и потому была куплена катушка на 300 метров (конечно же, PLA и 1.75мм) бирюзового и фиолетового цветов.
Новой моделью послужил фенек, африканская ушастая лисичка. Весьма приглядная моделька, которая мне не казалось сложной, но у которой неожиданно для меня была поддержка головы (напомню, что процесс использования принтера сопровождался моему обучению в этом всём деле). Поддержка в программе Cura — настраиваемый параметр. Но, обычно по умолчанию всё настроено так, чтобы всё работало. Так же я обращу внимание на то, что в случае с данной фигуркой я поставил высоту слоя в два раза больше, чем обычно. Как итог, получился не самый плавный переход, а маленькой пирамидкой. На практике выглядит всё равно аккуратно и в случае конкретно этой модели — даже красиво.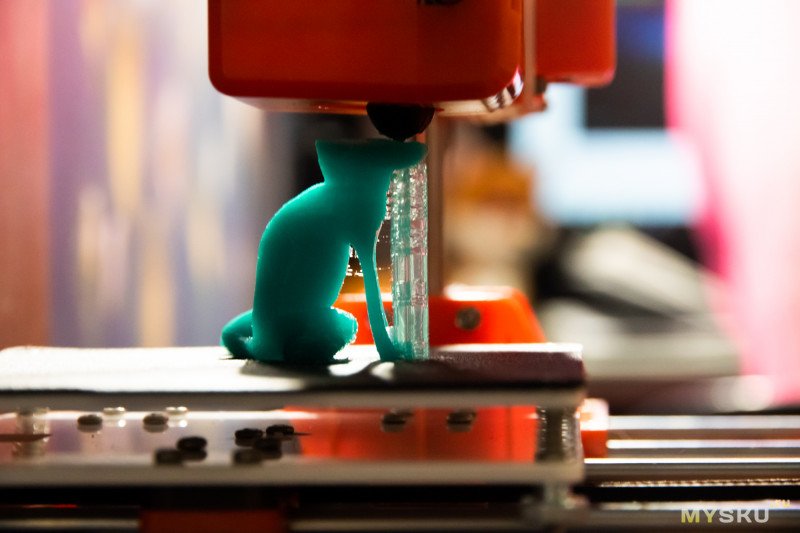
Та самая поддержка, начало:
Середина:
Финальный результат с поддержкой:
Повезло, что она тут небольшая, но не повезло, что начинается впритык к лапам. Естественно, поддержка создается с тем учетом, чтобы её можно было убрать. И большую часть можно сломать пальцем, а вот те места, которые впритык к основным частям модели — придется подпиливать. Итоговый фенек: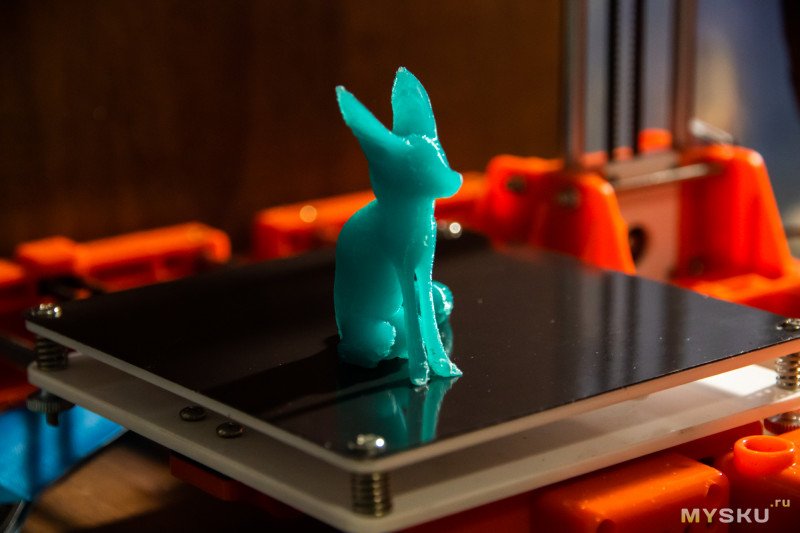


Готовая фигурка наглядно:
В получившимся результате я обнаружил не самые качественные первые слои, которые точно так же легко правятся напильником, если вы перфекционист. Но, насколько я понимаю сейчас, именно тогда начались мои новые мучения.
Потому весь следующий день я сталкивался с тем, что изготавливаемые изделия преждевременно отлипали от поверхности стола, первые слои и вовсе шли прерывисто. Это влекло за собой ошибку в толщине стенок в том месте, которое приподнялось над поверхностью. Вот моделька: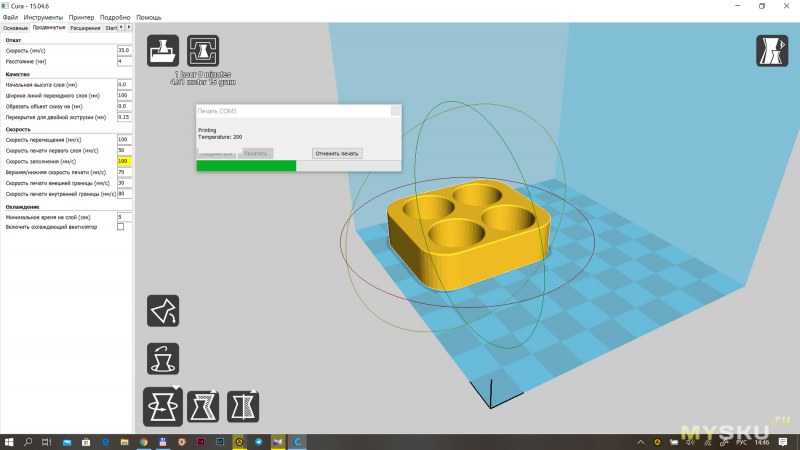
Не сразу, но скоро, я понял, что выходит что-то неладное:
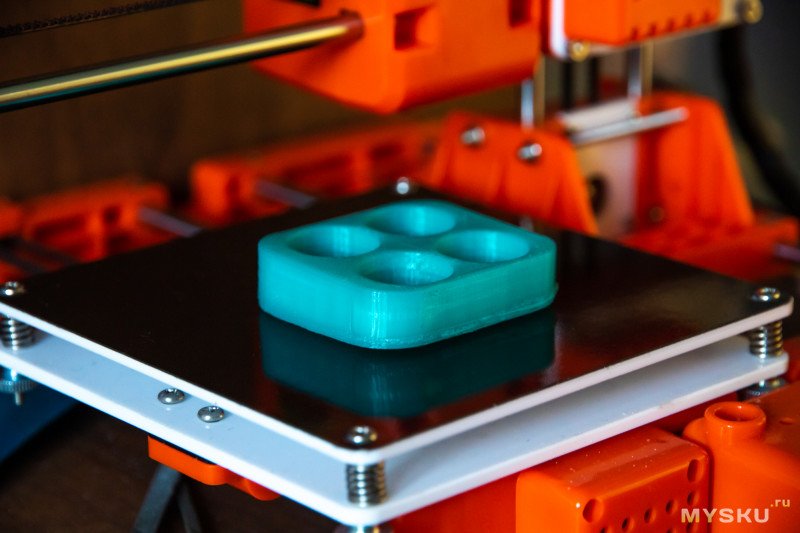
Держатель для 4х18650 оказался вполне работоспособным, но дефект не радовал.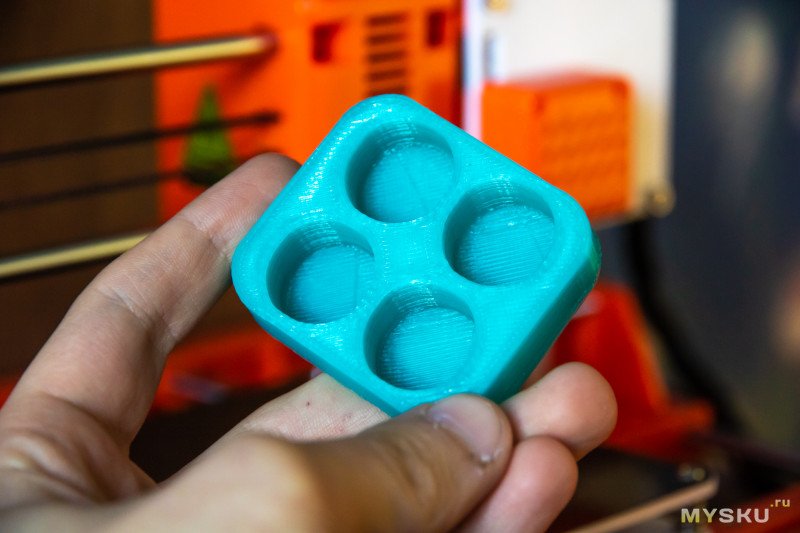
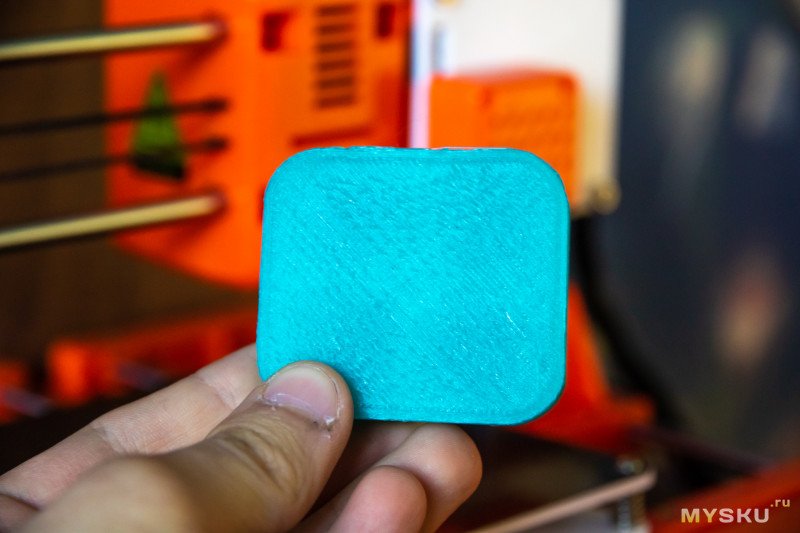
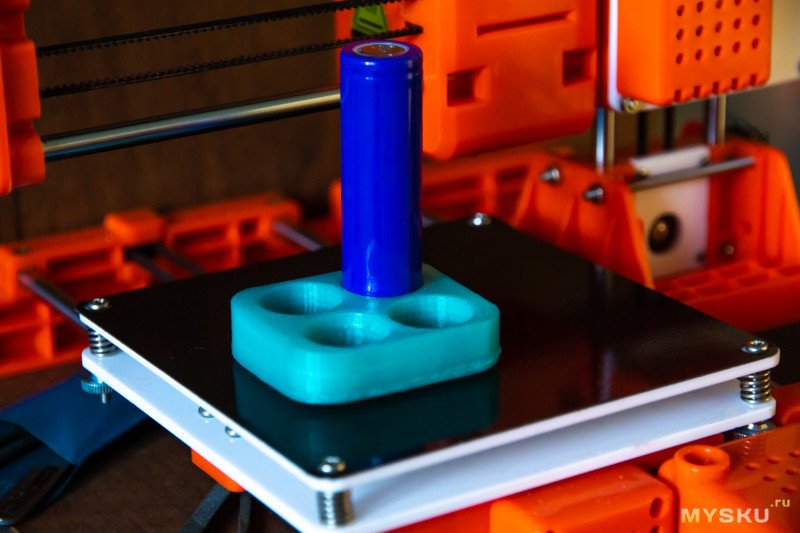
Думаю, ошибку на фотографиях видно хорошо.
Она мне испортила пару фигурок тем, что, допустим, во время печати отклеивалась одна из лап фигурки (волк), и следующие слои строились криво и вообще мимо. Другими словами, так печатать что-либо на принтере — настоящие мучение.
Пришлось искать корень проблемы, в чем помог сайт 3dpt.ru/page/faq, на котором отведена целая статья касательно адгезии пластика к столу. Пару часов я уделил его настройке, потому что у меня были подозрения на то, что дело в экструдере и в том, что он находится на неправильной высоте от стола. Кое-как, но настроил. Во время этого принтер показал себя плохо, потому что пока печатались пробные квадраты в мастере настройки Cura, принтер то и дело сбивался, линия прерывалась, а потом он её подхватывал и волок через остальные слои, из-за чего получалась просто какая-то каша, особенно на первых слоях.
Данный феномен встречается и до сих пор, и потому я считаю это одним из минусом данной модели принтера. Но всё не так печально, потому что умные люди придумали каким образом избежать подобных неприятностей перед печатью самой модели, и называется это контур. Если его хорошо настроить, то перед началом печати нужной вами модельки принтер сделает вокруг неё, на заданном расстоянии, заданное количество пробных линий, во время которых все излишки должны так или иначе уйти.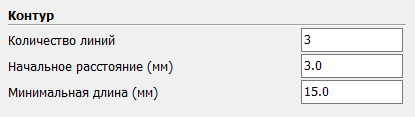
Это решило половину проблемы, но ничуть не касается прилипания. Можете себе представить — пока исправлял одно, исправил другое.
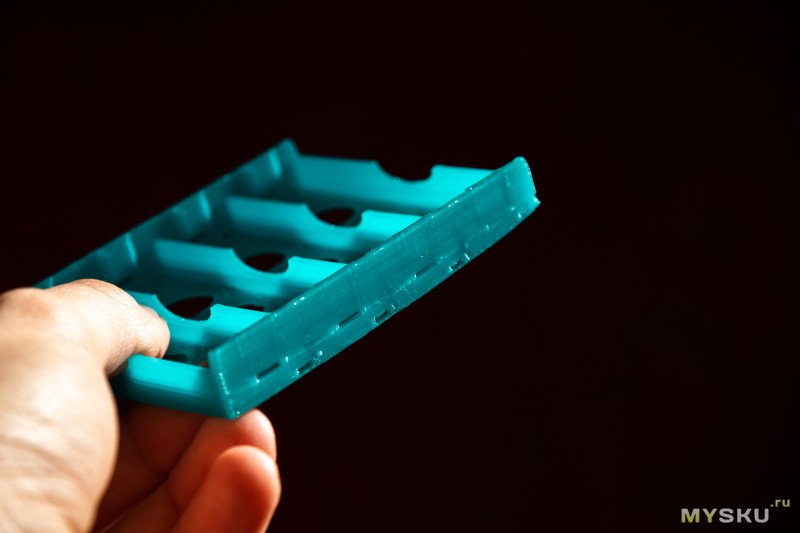
Нужно было проверить ещё раз, ведь была надежда на то, что и адгезия вернулась на место. Потому напечатал еще одну модель, на этот раз холдер для лежачих 18650 в количестве четырёх штук. К сожалению, во время печати результат всё равно подвёл и фигурка под конец процесса стала отлипать, хоть и не так сильно, как в прошлом случае (а так же обратите внимание на то, что тут площадь больше, а значит могло быть всё куда хуже).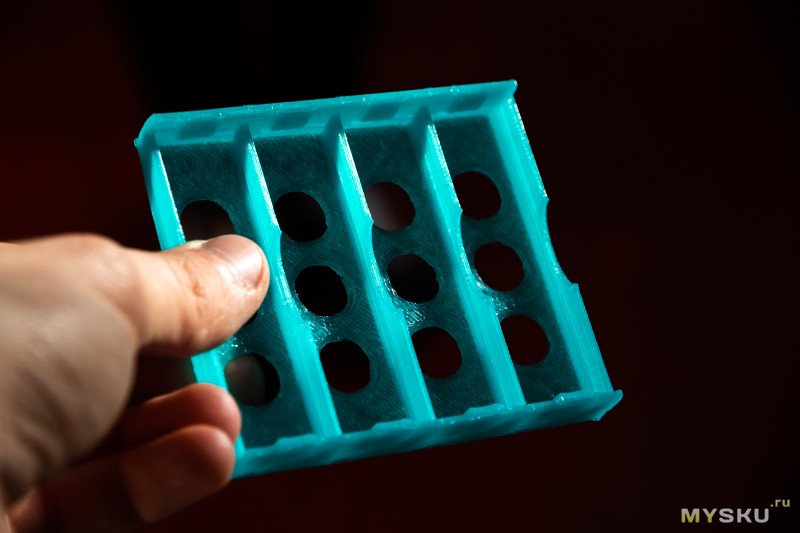
Я перепробовал и перечитал еще десяток решений, в том числе пробовал и разные температуры для PLA пластика. На моей новоприобритённой PLA катушке было написано о 160-180 градусах плавления, в то время как Cura советует для него 210. Я пробовал и 180, и 190, и даже 205, как и 210. В общем, всё. А потом поставил 220 градусов, проверил в очередной раз стол, а так же настроил скорость печати первого слоя — сделал её ниже остальных скоростей. И, наконец, проблема исчезла.
Так что настройки тут, как и везде пишут, очень индивидуальные. Главное читать описания и советы, а так же исходить из того, что делает ваш принтер. Пока я изучал Easythreed X1 Mini я встречал видео, где людям не нравится то, что он умеет, мол, качество плохое. Но смотря на свои фигурки и терни, которые мне пришлось пройти, я понимаю, что кто-то просто решил обойтись без танцев с бубном и ждал от самого дешевого 3D принтера полностью настроенной и автоматизированной работы. Но это работает не так 🙂
Следующий удачный опыт был на примере модели звезды с лисичкой. Из-за новых настроек принтера первые слои печатались очень медленно, зато ровно и прочно. Температура 220 градусов тоже, думается мне, очень помогла. Учитывайте, что даже для PLA пластика люди используют подогрев стола, а тут его нет. 
Данная фигурка создавалась уже после относительно обдуманных настроек внутри программы, потому и первые слои сделаны плотнее, чем могли быть (рекомендую именно так и делать), и заполнение я поставил поменьше: 20% вполне достаточно для такого предмета, особенно, если у него есть четкие стенки, печать которых я тоже настроил.
Вот так медаль выглядела внутри, прямо как вафелька:
А вот финальный результат, который даже напильником не пришлось редактировать: (не самый удачный фон, признаю)
(не самый удачный фон, признаю)
Единственное, надпись осталась невидимой. Причина этого мне очень даже понятна — надпись представляет собой углубление в слой или несколько, которые хорошо изображены на схеме в программе, но в действительности добиться такой же светотени в обычных условиях абсолютно невозможно.
Если же надпись представляет собой более продуманное углубление, то дела обстоят значительно лучше. Делал подставку для кисточек, это был мой первый сборный чертеж (4 части: верх, низ, опора и крышка), и на опоре было название самой подставки: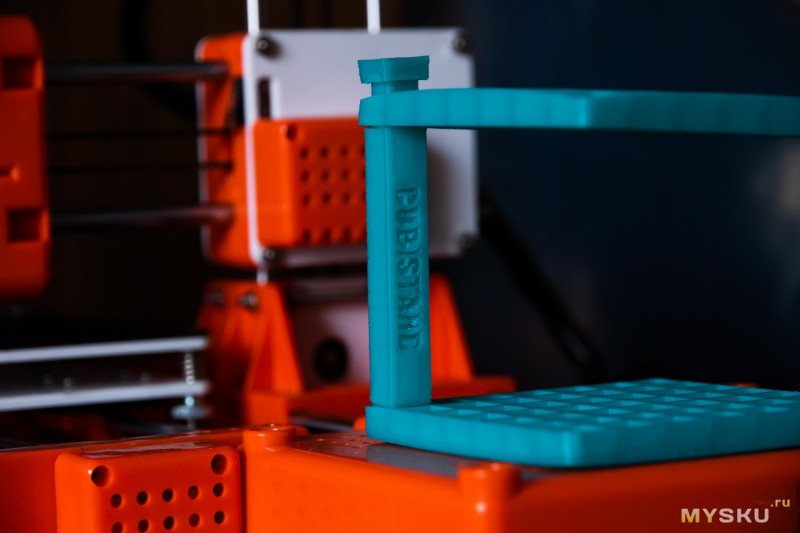
Чертеж подставки оказался не самым прочным, потому в последствии я напечатал ещё одну опору. 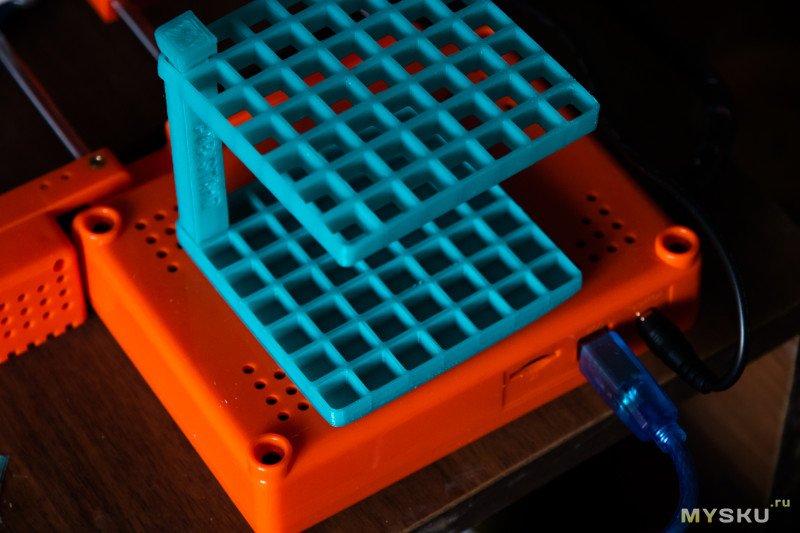
К слову, такая опора печаталсь примерно 25 минут, что не очень долго и потому строительство можно было наблюдать воочию.
***
Жаль, но мои проблемы на этом всё же не закончились. В течение использования пару раз сталкивался с кривыми моделями. То есть, модели вроде хороши, даже люди комментарии добавляют, что вышло круто, и фотографиями дело дополняют. А у меня — беды.
Под ними я подразумеваю отсутствие поддержки у ключевых частей модели. Смотрите, хорошая фигурка волчицы Оками: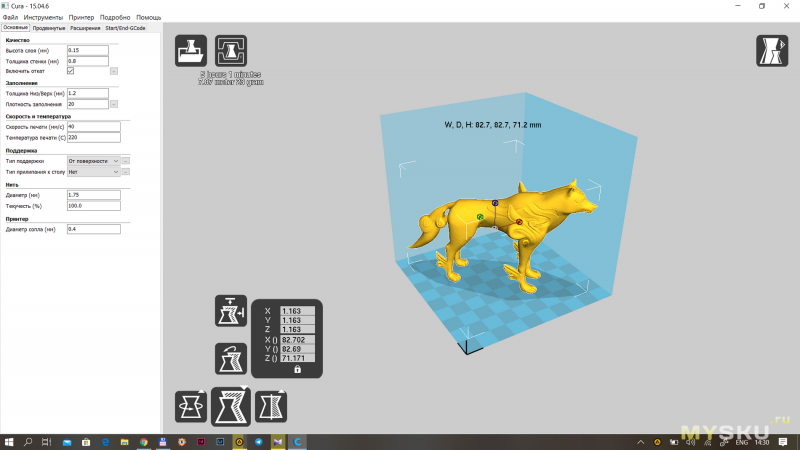
Но при послойном просмотре, где видно слои и то, что в модельке считается «наполнением» (тем, на что влияет настройка заливки), видно, что хвост волчицы начинает печататься чуть раньше, чем начинается его подпорка, и даже не над самой подпоркой.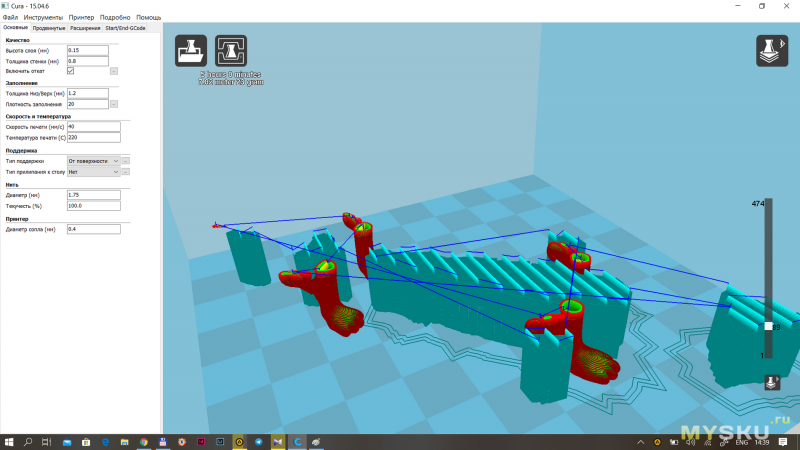
Как результат, принтер будет лить пластик в никуда. У меня у самого вышло такое один раз — было обидно. Чтобы вам было понятно, вот наглядный пример этой самой модельки с такой ошибкой: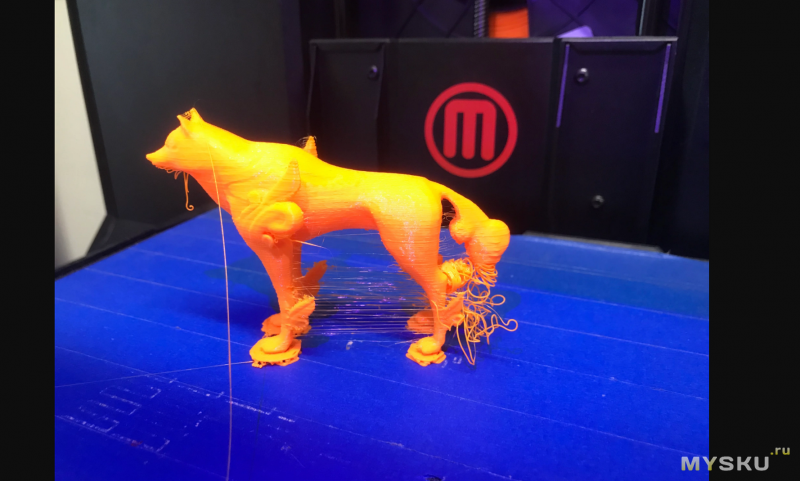 (фото не мое, а из комментариев к модели)
(фото не мое, а из комментариев к модели)
А вот правильно расставленные поддержки. Смотрите на красную точку в самой правой части модели: это хвост, и его строительство будет начато на подпорках. Эта же фигурка, в готовом виде, будет чуть дальше.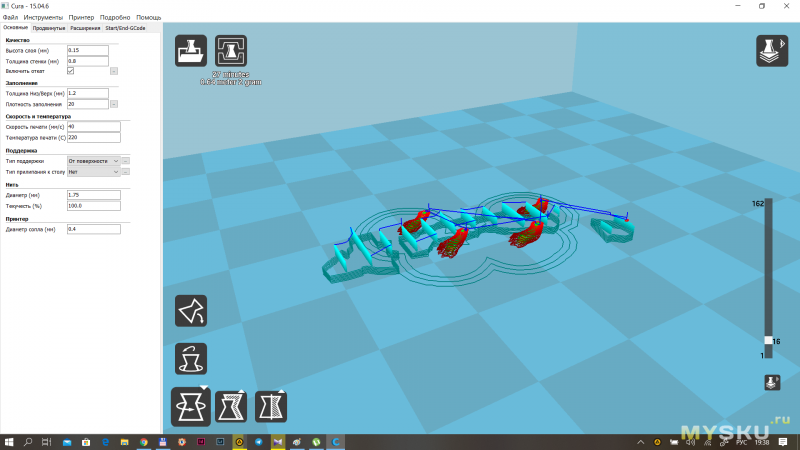
Так что, мой вам совет:тщательно проверяйте планируемые фигурки в послойном режиме Cura. Включается он в режимах просмотра (самая правая верхняя икона, и самая нижняя — в выпадающем меню). Иначе спустя несколько часов, а то и больше, вас может ждать разочарование.
Дальнейший опыт использования принтера стал носить сугубо положительный характер. Я понял его минусы, его возможности и многие особенности печати. Уверен, через какое-то время я встречусь с каким-то новыми проблемами, но уже на данный момент я знаю как многие решать и где искать советы.
Добавляю фотографию лисички стоящей на четырёх лапах, у которой все подпорки были на своих местах (автор модельки даже слегка переборщил с ними). Пока их не уберёте, выглядит конечно дико, прямо как сама лисичка: 
После того, как их убираешь, становится ну куда лучше: 
А это после допила (разница не самая большая, но висящую лапу пришлось хорошо так реанимировать, так как она тут была одним из самых сложных объектов).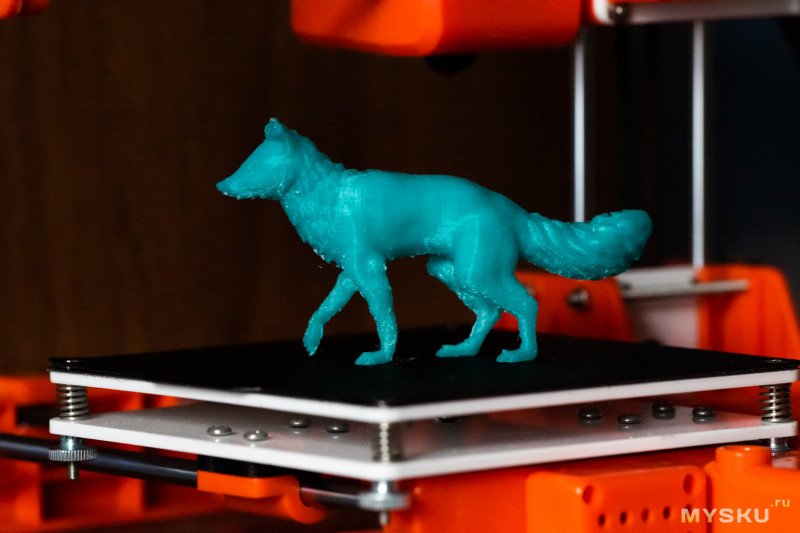
Была напечатана вторая, парная лисичка. Она проще, потому с ней проблем вообще никаких. Обе и вместе, «на выгуле»: 
Чего уж там, добавлю уже целую серию фотографий с ними:



Качество печати на этих двух примерах мне очень понравилось, что можете оценить увеличивая изображения. Хорошо переданы мелкие объекты, в том числе даже пальцы на лапах. Размер фигурок составляет примерно 50-60мм в холке и 70-80 в длину. На каждую уходило по 5-6 метров пластика, печатал с заполнением 20%, и с показанными на скриншоте ниже настройками скорости каждая лисичка занимала примерно по 5-6 часов.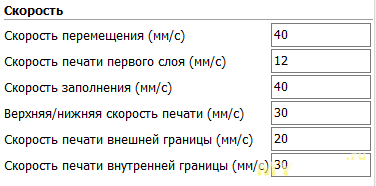
Дело было на улице, потому сделал детальные фотографии фенька:

Эмблемы:
И новой фигурки, спящей кошечки: 
И, чтобы этот пункт не продолжался вечно, добавляю фотографии последней фигурки — медальона ведьмака. Моделька была из тех, которые я откладывал, потому что у медальона есть сложность в виде нависающих зубов. Как я и думал, они получились не очень хорошо, но не настолько, чтобы фигурку выкидывать.


На этом всё же закончу.
Затронул всё аспекты, с которыми столкнулся сам.
***
6. Мир после печати. Что делать?
А данный пункт появился потому, что мне очень хотелось показать, что с фигурками можно делать, как доработать и просто показать результаты работ 🙂
Изначально у меня была идея делать фигурки, как минимум, на подарки. Мне было интересно, а так как я знаком с художником, то и вопрос покраски был решен. Только стоит уточнить, что и для меня это был первый опыт, и для художника. Изучив тему покраски PLA пластика я узнал, что акрил на него ложится хорошо, но без специального покрытия будет сдираться ногтем. Такого я не хотел и пошел в магазин искать грунтовку для пластика.
Небольшой отчет до нанесения грунта:



Прогрунтовал в первый раз несколько изделий, в том числе четыре пробных кулончика, которые были сделаны, когда я пробовал разные настройки скорости и температуры. Вообще, очень рекомендую найти небольшую плоскую модельку, которую принтер будет печатать минут за 10-15, чтобы вы могли понять где качество провисает, а где принтер справляется хорошо.
Грунтовка, по крайней мере та, которую приобрел я, металлик. Можно наносить в несколько слоев, но я нанес всего в два: один за другим. Сохнет быстро. Придает сероватый оттенок, и больше ничего видимого. Дальше — покраска.
Чтобы вы не думали, но красить фигурки — не такой простой труд, как могло показаться. По крайней мере, я попробовал сам и результат мне не понравился. А вот когда за дело берётся знающий своё дело, результаты будут радовать.
Дракончик:



Колечко:





Кулончики сфотографировать даже не успел, как-то разошлись по рукам.
После покраски, а так же нескольких часов ожидания, пока акрил засохнет, на изделия очень рекомендуется наносить алкидный лак, по крайней мере я советую. И, важно! Пока сохнет лак лучше предмет не трогать, потому что он липкий и вы оставите отпечаток, и это в лучшем случае — лишь его.
***
Следующая партия для грунтовки получилась куда больше:
Процесс грунтовки был заснят на видео:
Чтобы обзор не затягивался на несколько недель, тем более, что мне прямо нетерпелось поделиться своим опытом, добавлю из готовых лишь двух лисичек:


По отдельности, лисичка побольше:

Лисичка пменьше:

Таким образом теперь у нас есть небольшая фабрика по производству интересных подарков 🙂
И, конечно же, никто не забыл про всяческие органайзеры для себя и прочее такое вот, у меня на thingiverse.com уже целая отдельная коллекция с запланированными печатями. Сфера применения такого принтера громадная, от печати недостающих или поломавшихся деталей в быту, до огромных составных handmade фигурок. И, помимо перечисленного, появилось желание и самому научиться моделировать в ZBrush. Благо, в наше время количество гайдов, кажется, превышает количество самих художников.
***
7. Выводы.
Постараюсь систематизировать полученные знания и особенности EasyThreed X1 Mini. Готовьтесь к большим описаниям к плюсам и минусам 3D принтера.
Минусы:
— максимальная скорость печати 40мм/с. Изначально я этого не заметил и писал в Cura не те данные, из-за чего потом подумал, что печатает он дольше показанного именно из-за этого. Но даже с правильно указанной скоростью печати Cura показывает почти вдвое неверные данные и я пришел к выводу, что, как минимум, 40мм/с очень мало.
— скромная катушка для пластика. А так же из-за размеров принтера полноформатную катушку нужно ставить отдельно (не критично).
— отсутствие подогрева стола. Это минус 50/50, потому что для PLA пластика он нужен лишь для галочки, но в то же время сильно увеличивает адгезию, с которой тут есть проблема (рекомендую на X1 Minin печатать PLA с температурой 220 градусов).
— ест только PLA. Тут особо без комментариев: ABS дешевле и вреднее, а PLA экологичнее и дороже.
— паутинка/волоски на конечной печати. Хоть я и писал, что избавился от этой проблемы, но периодически они на печати появляются. Я в принципе ратую за то, что в данном принтере не самый хороший экструдер.
В то же время, у принтера есть масса плюсов.
— это самый дешевый 3D принтер. За 90-100$ у вас на руках в принципе уникальное и классное устройство, которое еще пару лет назад людей удивляло не только своим существованием, но и ценой.
— принтер печатает с высотой слоя от 0.05мм. А это качественный уровень. Может быть, не максимальный (конечно же), но фигурки с высотой слоя 0.2 и 0.05мм не сравнить.
— относительно тихая работа. За закрытой дверью его не слышно. Звуки монотонны и к ним можно привыкнуть. В течение дня, в рабочей атмосфере, он вообще не мешает.
— без проблем работает с Cura. Может тут не так много заслуг самого принтера, но работа с ним относительно легкая и за два дня я в принципе разобрался с основными настройками.
— принтер компактный. Прост в сборке. И даже качество корпуса хорошее.
Как-то так.
Качество печати я бы оценил на 6.5 из 10, потому что я знаю, что можно куда лучше. И всё же, для личных целей, этого очень даже достаточно.
Easythreed X1 Mini — произвел хорошие впечатления, хоть и не без лежки дёгтя. Китайцам следовало бы писать более понятные инструкции и поработать над качеством платформы. За подогрев я и не говорю. За ту сумму, которую за него просят, невозможно требовать атрибут не самой дешевой техники. Как и наличие дисплея. Отсутствие всего этого следствие того, что модель стоит 90-100 долларов, и это стоит ставить превыше всего. Как и то, что это устройство без особых проблем напечатает для вас всё, что вы найдёте. Только ищите качественные модели 🙂
На этом я, наверное, заканчиваю. Вроде бы, я написал обо всём, что хотел.
Разве что, для полноценного использования готовьтесь приобрести дополнительные 100+ метров пластика. Лично мне мои 300 метров обошлись в 12 долларов в местном магазине.
Надеюсь, было интересно!
И, конечно же, полезно. Особенно, для таких же новичков, каким я и сам был до изучения X1 Mini.
— Температура печати для PLA — 220 градусов.
— Перед первой печатью настройте платформу (стол).
— Перед первой печатью укажите данные принтера в Cura.
— Перед первой печатью настройте скорости: первый слой должен печататься медленнее, чем остальные.
— Перед первой печатью настройте контур: включается в дополнительных настройках Cura. 3 линии на расстоянии 3мм, к примеру.
— Тщательно проверяйте печатаемую модельку: если она сложная, то посмотрите послойную схему — в нависающих местах должны быть подпорки.
— Изучите параметр Откат и Ретракт: возможно, это вам понадобится.
С купоном BGET3DPRT стоимость принтера превращается в $94.99
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
")


")


")
